(2)因为合同计价方式为EPC,且合同规定所有标准规范执行中国标准,A公司用镀锌角钢作为接地极符合中国标准的规范要求。业主提出的质量标准高于合同标准,经协商,处理方式有二:①向业主说明情况,按合同规定,继续施T;②按业主要求时行更改,涉及影响工期时应顺延,费用的增加由业主承担。业主需承担因此而增加的一切费用和工期,以弥补成本费用的额外支出。
5.联动试运行应达到的标准
(1)试运行系统应按设计要求全面投运,首尾衔接稳定连续运行并达到规定时间。
(2)参加试运行的人员应掌握开车、停车、事故处理和调整T艺条件的技术。
(3)联动试运行后,参加试运行的有关单位、部门对其结果进行分析评定,合格后填写“联动试运行合格证书”。
(4)“联动试运行合格证书”内容包括:工程名称;装置、车间、工段或生产系统名称;试运行时问;试运行情况;试运行结果评定;附件;建设单位盖章,现场代表签字确认;设计单位盖章,现场代表签字确认;施工单位盖章,现场代表签字确认。
【案例4】答:
1.J:畏缩机f一Ⅲ1管道为可燃介质、高压管道,属于压力管道的工业管道(GC类别)GC1级别管道。该管道在组焊(含检测)完成后应做压力试验(或称耐压试验)和泄漏性试验。
2.不正确。单体试运行前必须具备的条件之一是试车范围内相关工程全部完成,管道系统还未完成全部.工作,不符合试运行必备条件的规定。
3.由于出口管道无损检测并未结束,系统未进行水压试验和泄漏性试验,出口管道系统工程可能存在质量隐患,未能在试运行前事先消除。试运行中,出口管道系统承受压力,质量隐患处发生了泄漏,影响了压缩机的运行,迫使单机试运行中止。因此“试运行范围内的工程已按设计文件的内容和有关规范的质量标准全部完成’’必备条件的要求,十分重要。
4.不正确。出口管道缺陷处理完成,应对补焊部位进行无损检测。在所有焊道无损检测完成并合格后,进行压力试验和泄漏性试验。完成出口管道系统所有的工作,达到试运行前必须具备的条件,才能进入试运行程序。
5.不符合。压缩机试运行中止后重新试运,应按规定从头开始进行,从第一级压力下开始运转,达到规定时间无异常后,方可逐级升压运转,重新试运不能将排气压力直接升到3/4额定压力。其次,在排气压力为额定压力的3/4时应连续运转2h,中途中止后重新运转,还须运行2h,不能累计计算时间。
6.出口管道卸开后重新与压缩机连接时,应监视和测定机器的位移,当测出超过规范允许的偏差时,应松开管道法兰再次找正压缩机并调整管道后重新连接,再行检查,直至合格为止。出口管复位与压缩机重新连接时没有监测机器的位移值,在连接后可能给压缩机产生了附加外力,致使其在非正常的附加负荷下运转,这是运行时振动较大的重要原因。同时,没有逐级升压也对运转不正常有影响。
【案例51答:
1.在压力管道安装工程中,材料检验、管道焊接和管道试验为关键工序。
2.¨三检制”就是白检、互检和专检相结合的质量检查制度。
在管道焊接工序,焊工应首先进行自检,要检查坡口质量、组对质量、焊条烘干质量、焊机是否完好、焊接环境以及焊接过程中的自检等;互检就是焊工或焊接组长之间的相互检查,尤其在白己没有把握的情况下一定要互检,防止自检判断的错误或者是漏检;专检就是专职检查员对焊口焊接质量的抽查,尤其在焊接一开始或新手焊工或在不利环境
下的焊接,要多点抽查,确保焊接质量;对焊口质量的无损检测也属于专检,应及时跟上,发现问题及时解决。
3.焊接气孔超标原因分析排列图
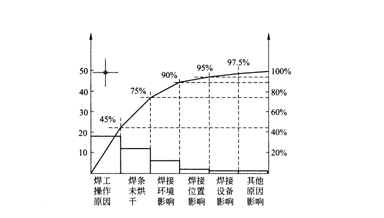
4.管道焊缝气孔超标的主要原因是:前两项加起来已经达到75~/60,为A类,焊工操作原因、焊条未烘干和焊接环境影响。是影响气孑L质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。
针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,使焊条不受潮;针对其他几个问题,也要采取相应措施给予改进。
5.将待试管道上的安全阀、爆破板及仪表元件等拆下或加以隔离,待试管道与无关的系统用盲板或采取其他措施隔开,管道上的膨胀节设置临时约束装置。

考试交流区成绩查询交流群(点击加入QQ群可快速加群交流成绩查询相关信息我们会及时在群里通知):
 (群:129722917)
(群:129722917)
温馨提示:有任何报考及考试相关疑问,可添加网校专业老师个人微信号“edu24olxu”咨询。!考生可下载手机APP,随时掌握考试资讯!

扫一扫上面的二维码,添加老师个人微信号,所有课程七折开通
相关推荐:相关文章
如果本站所转载内容不慎侵犯了您的权益,请与我们联系
 ,我们将会及时处理。如转载本站内容,请注明来源:一级建造师考试网(www.jzsedu.org)。
,我们将会及时处理。如转载本站内容,请注明来源:一级建造师考试网(www.jzsedu.org)。